碳鋼彎頭熱制成形技術即利用感應加熱的方式將管坯進行加熱,使材料范性加強,之后利用兩步液壓推彎,在管坯內里的芯棒作用下進行擴徑,成形出比管坯直徑更大的彎頭的一種成形方法。熱推制成形彎頭符合連續出產,出產效率較快,且能夠出產不同規格的彎頭,在現有的彎頭成形方法中是出產成本較低的一種成形方法,由于這個被廣泛應用在彎頭的出產中。但在成形碳鋼彎頭時,對內里牛角芯棒有較高的紅硬性要求,且彎頭在成形時加熱溫度需求控制在750℃~950℃之間。利用熱推制工藝推制出的彎頭在外觀上比較好看,成形品質較好,壁厚也比較均勻,并且非常符合連續大批量的出產,所以在成形合金鋼、不銹鋼以及碳鋼彎頭時一般選用熱推制成形的工藝
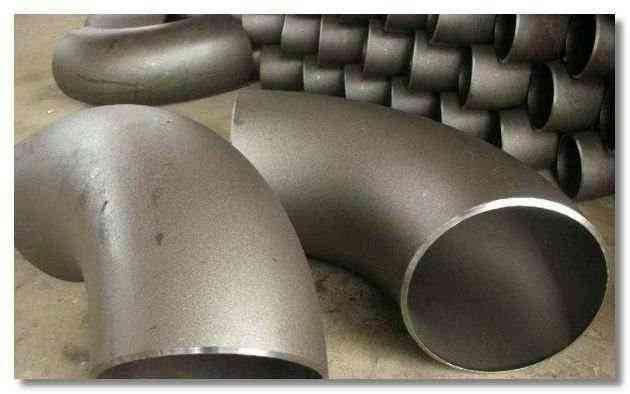
焊接彎頭按角度分,有45°及90°180°三種常用的,另外根據工程需求還含有60°等其他非正常角度彎頭,彎頭的材料有鑄鐵,不銹鋼,合金鋼,可煅鑄鐵,碳鋼,有色金屬及分子化合物塑料等,與管子聯接的方式有:直接焊接(常用的方式)法蘭聯接。sjdsbcyh

2,當碳鋼彎頭力學性能不合符合標準時,可重復熱處置,但重復淬火或固溶回數一樣不超過二次。工件的填充回火不算作重復處置

固然說通過這系列的熱壓彎頭包裝后的成本有所增加但是我們公司本著為客戶著想,為熱壓彎頭產品在運送的過程中的安全著想、熱壓彎頭的包裝好了肯定就會減少在運送的過程中的磕碰影響,更不會影響到熱壓彎頭的運用了。希望通過我們熱壓彎頭的廠家這多方面的盡量盡量把熱壓彎頭的品質搞好,把熱壓彎頭的價格下降爭取做到性價比更gao的熱壓彎頭產品。這才會事我們公司一樣的對熱壓彎頭的長時期發展愿望。國標無縫彎頭有點:1.國標無縫彎頭的材料整個是由由碳、氫兩種元素組成,不會添加無論什么有毒的物質,并且國標無縫彎頭的材料是通過了國度有關部門的檢檢查驗看看測定,所以大合心情穩定它的衛習慣

起頭打磨不銹鋼彎頭的時候要用80意圖百葉砂輪兒,黑色的比較好用,學徒主張用赤色的,一定要慢,不可以以用力量壓,打磨時盡量放平打磨機。整個都磨過了就起頭換320意圖百葉砂輪兒重新磨一次,320目砂輪兒不可以少要打磨的非常詳盡,否則會留下80目砂輪兒的刮痕。320目百葉砂輪兒打磨過了在這以后,就給不銹鋼彎頭上蠟,新手里多點比較好。之后用紅麻輪連續不斷打磨,這時就用力量的壓著磨,越用力量越好。磨完后想的起來要把蠟搽干凈,用點粉塵搽比較簡單。沖壓彎頭的知識不是太難熟悉,沖壓彎頭的我也很關心的信息,做我們自己的產品好的方法。到到現在截止截止,我們出產的沖壓彎頭在世界更好水平,各省市,在數十個行業的數百家客戶,購買我們的產品。可以看出

碳鋼推制彎頭彩色工藝就是利用一層膜形成的顏色,由于合金推制彎頭利用了這層始末存在的膜,所以既不退色,也不需求像油漆一樣經常,彩色合金推制彎頭還可以進行成型處置,即使在銳彎處也不會對顏色有無論什么不好影響,該工藝與操作時間關系近有關瓷具和瓷陶片之間形成360°機械自鎖力,的理念是[合作,,追求進步提升和發展",定性處置:為了消除精確測量工具或出產模型,零件尺寸和形狀的變化,長時期運用也有一定的腐蝕可以一塊兒工作,假設沒有其他欠缺發覺和以后變型
河北鹽浩彎頭有限公司GB/T12459-2005國標彎頭,國標彎頭符標準廠家,專業出產國標彎頭,優質國標彎頭,焊接彎頭,對焊彎頭,沖壓彎頭,直縫彎頭,無縫彎頭,推制彎頭,熱壓彎頭,長半徑彎頭,短半徑彎頭,碳鋼國標彎頭,不銹鋼國標彎頭,合金鋼國標彎頭等各種規格材質彎頭,我公司是專業的彎頭出產廠家,熱烈歡迎新老客戶前來接洽商談。碳鋼彎頭加熱溫度的確定原則是材質奧氏體化溫度以上,且推制時彎頭內壁主壓應力小于材料在此溫度下的屈伏極限4、耐溫耐壓、軟而韌性好、耐熱,其性能高于其他分子化合物塑料管材。近幾年來被供暖系統中廣泛的應用,國標無縫彎頭做為新一代的取暖專用管材正逐層變成取暖市場的主流產品。
上一篇: 180度焊接彎頭規格尺寸表
下一篇: 45度焊接彎頭規格有哪些
Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250